����
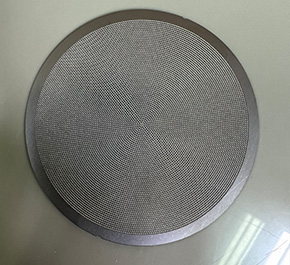
�g�̼ӹ�����ԭ�������û��W�й���ϵĹ�������, �ڻ��w���ٻ�Ƭ�������Ϳ��й���ϲ��ù�̷���, ���zĤ���ϖžW�a�@�Π�_�؏��Ƶ����ٻ�Ƭ����ĸй����Ĥ��ͨ�^�@Ӱȥ��δ�йⲿ�ֵ���Ĥ, ����¶�Ľ��ٲ����ں��m�ļӹ����c���gҺֱ�Ӈ������|�����g��, �@ȡ����Ď��Π�߾��ȳߴ�ĮaƷ���g�g�̼��g����������P��Ӱ�
�����g����ˇ�Լ��|�������صă��ݣ��gӭ��x��
Ӱ푽����g�̹�ˇ�����أ�
����(1)���ٲ��ϵ���͡���ͺ��^�Y���������g�̹�ˇ���|���кܴ��Ӱ푡��~���F�ȼ����ٵ��ܽ�ͷ����������Σ������ܽ����������g������ƽ�������]���������ٳɷֵĸɔ_��Ӱ푡����ں��в�ͬԪ�صĺϽ���ϣ����ںϽ�Ԫ�غ���Ҫ���ٳɷ��ڸ��g�^�����γɸ��N���g늳أ�Ӱ��˽��ٸ��g�^�̵��ܽ��ٶȺ;����ԣ����ϵijɷֺ��^�Y��ȡ�Q�ڸ��g�̶ȣ���˷���ʮ�֏��s��ֻҪ�����g�̲����x���g��Һ���䷽���M�ɺ�ˇ�l�������ò�ͬ�Ľ��ٻ�Ͻ���Ͽ��ԫ@�ÝM����g���|����Ч���������Ӳ�~����Ͻ𡢴���W���w���P�����ȫ�ܽ��̼������X���t���u���i䓡�
�������|�����g�̣������^���Ĺ�ɺ;���ı���ֲڶȱ��棬�g���|���^�á��෴��һЩ�ߺϽ�䓺��T�F���e��ʯī���T�F���߹��F���Ͻ�ͻ��T�F�����^�g�̺���ܳ��F�ֲ�ĥ�p����߽��ٱ������ӹ�Ӳ���̶ȿ��Ը�׃���ϵ��g�����ܺ��|����������ڲ����аl�F�µĽ��ٽY�����µĻ������ǽ��ٽY�������ϵ��g�����ܿ��ܕ��������g���|�����ܵõ����C��
����(2)�g�̽��ٵı����B���g���|���кܴ��Ӱ푡�����Խ�⻬�����g�̵ı����Խ����ƽ������֮�����g�̵ı����Խ�ֲڲ�ƽ��ԭ����ֲڡ���ƽ���ı������ͨ�^ĥ����܇����ĥ��������șCе�ӹ������M���ޏͣ��_����ƽ�����P��ȥĤ��׃�Όӵ�Ŀ�ģ�Ȼ��ͨ�^���W���⡢늽⒁��ȷ����Mһ�����ӹ���������������M��̎������ʹ�@�M���dz������ȷdz��ߣ�Ҳ���y���C�g���|����
����(3)�g��Һ�ĽM�ɺ͠�B�Լ��g��Һ�ĽM�ɺ��䷽ֱ���Pϵ���g�̹�ˇ���g���|���������Q���Ե����á�Ŀǰ��߀�]�����_����Փ��ָ���g�̄����䷽�ͱ�������Ҫ�Ǹ��������Ľ������a���`���Y�������䷽��ÿ�N�䷽������һ�N���ٲ���ʹ�ã��������ڶ�N���ϡ�����Ҫ�ɷ֑������g�̄�������������ƽ�����������ӄ���ʹ�g�̄��c���ٽ��|�r�ܽ��ٶ��^�죬���γɿ����Ը��g�a����ܸ������g�̱���a�������g�����g��Һ��ԓ����ƽ����ͬ�r�������g�̹�ˇҪ�܉���ƣ�����һ����ʧȥ���ơ�
Ӱ푽����g���|�������أ�
�����g�̹�ˇ�IJ����l������Һ�ضȺ���Һ�ضȌ����g�^���кܴ��Ӱ푡��ض�Խ�ߣ������ٶ�Խ�죬�g���ٶ�Խ�졣����̫�죬���a������ֲڶȣ��]�l����Һ���������l������ɷֽ��������Һ���ģ������̡����ض��^�ͣ��ܽⷴ�������g�̕r�g�L�����aЧ�ʵͣ��a���ͣ�����Ч��͡���ˣ�ͨ�^�yԇ���ҵ����m�Ĝضȿ��Ʒ��������ڲ����Ї�����С����g��Һ���Ӡ�B���g���^���ǽ��ٸ��g�ܽ��^�̡���Һ�Ĕ���������ӌ����������ڽ����c����Һ�Ľ��|�ͷ�����Ҳ�����ڸ��g�a����w�ơ�ͨ�^���s�՚���քӔ��茦��Һ�M�Д��裬����������Һ�������ԣ�ͨ�^��׃��Һ�����Ӡ�B���Ԍ��F�g�̡�
�����g������ܶ�Ч������늽��g���^���У���Ҫͨ�^����ܽ���١����������ڶ��ɣ�ͨ�^������c�ܽ�Ľ����������ȡ���ˣ��������l���£�����ܶȸߣ������ܽ��ٶȿ죬Ч�ʸߣ����g�r�g�̡�������ܶ��^�ߣ��ܽ��ٶ��^�죬���g�a�����������������g�̱���e�ۣ����ؕr���l���g�����e�nj�һЩ�����g���Ľ��ٲ��ϡ����⣬������ܶȿ��܌��±���ֲڻ⻬����ˑ���������ں����ķ����ȣ�����������ͬ�Ľ��ٲ��ϡ���Һ�䷽��������ˇ�l�����Կ��]����ͨ�^ԇ�_����
�������Ͼ��ǽ���Ҫ�ʹ�ҷ����ă��ݣ����x���������x��������߀���Mһ���˽��P��
����g�̼ӹ������P��Ϣ���gӭ���Ԕԃ��