�����g�̾��nj���Ҫ�g�̵Ľ����Ƽ��������ɸ��N���W�ɷֽM�ɵ��g����Һ�У����Ҝػ�ӟ����r�£����^һ���r�g�ķ�������Ҫ�g�̲��ֵĽ��������ܽ⣬��K�_������Ҫ���g����ȣ�ʹ�����Ƽ������@¶�����а����w�е��b����ֻ�D�y���g�̵��^�̌��H���ǽ����ڻ��W��Һ�е����ܽ⣬Ҳ���Ǹ��g�^�̡�����С����B�P���g�̵ľ��Ⱥ͂��g���}�Լ����W�g�̵���ʽ���ȵă��ݣ��gӭ��x��
�g�̵ľ��Ⱥ͂��g���}��
������
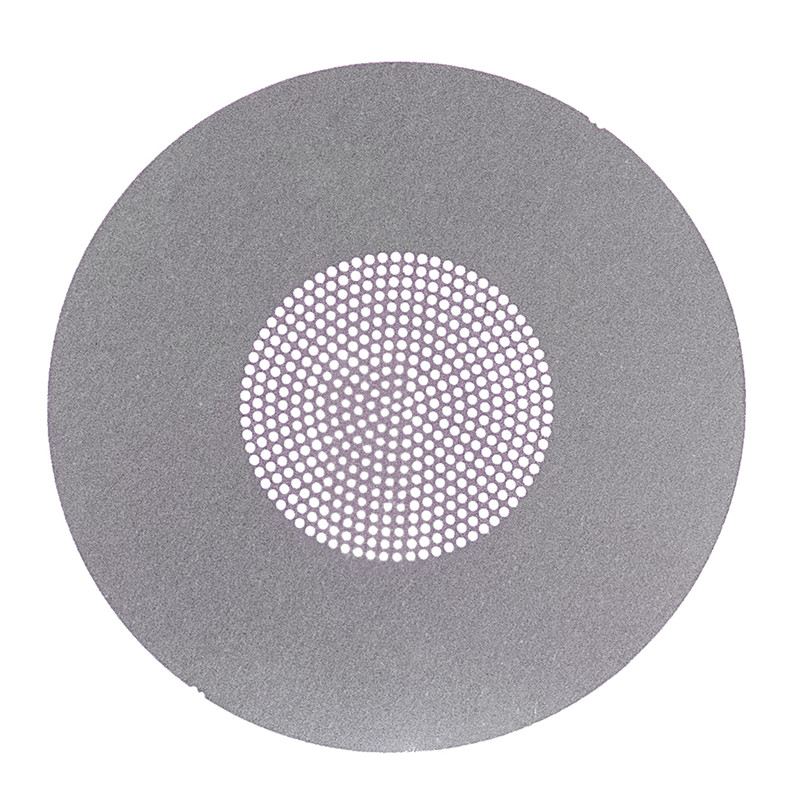
�g�̼ӹ��Ĺ�ˇ�У��������κη��g̎�������w�g�̷����⣬�����Ҫע����g�����g�̵ġ����ӡ����}��Ҳ�����҂����f�Ăȸ��g���ȸ��g�Ĵ�Сֱ���Pϵ���D�ĵľ��Ⱥ��g�̾��l�ĘO�ߴ硣ͨ���ѷ��g���µ�ˮƽ������g�̌���A�Q����g�������g��A�c�g�����H�ı�ֵ���ǂ��g��F��
����F=A/H
����ʽ�У�A����g����(mm)��H���g�����(mm)��F����g���ʻ��g���أ����Ա�ʾ��ͬ�l�����g�����c�g�����֮�g���Pϵ��
�����������P�A��R�Ĵ�С���g����ȣ����g�̴��ڵ���С�����c�g����ȵı�ֵ���g��Һ�ĽM�ɡ��g�̷��������ϷNȵ�Ӱ��^���g�̵����Q���˻��W�g�̵ľ��ȣ����g��ԽС���ӹ��ľ���Խ�ߣ��m�õķ�����Խ������֮���ӹ��ľ��ȵͣ��m�÷���С��
�������g���Ĵ�С��Ҫ�ܽ��ٲ��ϵ�Ӱ푣��ڳ��õĎN���ٲ����У����~�Ă��g����С���X�Ă��g������x����郞Խ���g�̄����mȻ�g�̵��ٶ���߲������@�����Ĵ_�ɸ��������g���ӹ��Ă��g����
���W�g�̵ĎN��ʽ���ȣ�
�����������o�g��
�����������g�̵İ����������g��Һ�����g��һ����Ⱥ�ȡ����ˮϴ��Ȼ���M���µ�����ԓ����ֻ�m����������ԇ�Ʒ��ԇ���ʹ�á�
�������������g��
������������ʽ��Ҳ�Q����ʽ�������������ȵ��g��Һ�ÿ՚┇����ݣ����⣩�ķ����M���g�̡�
�����¡����Rʽ����һ���������Ý��R�ķ������g��Һ���ڱ��g�����w�����M���g�̵ķ�����
�����á�����ʽ����һ���������g��Һ�����ڱ��g�����w�ı����M���g�̵�һ�N������ԓ�����^���ձ飬���g���ٶȺ��|���^������.
�������Ͼ��ǽ���Ҫ�ʹ�ҷ����ă��ݣ����x���������x��������߀���Mһ���˽��P��
�g�̼ӹ������P��Ϣ���gӭ���Ԕԃ��